
Сварка полипропилена — один из способов соединения водопроводных и канализационных коммуникаций. При этом получают герметичные стыки, т. к. происходит сшивка изделий на молекулярном уровне. Если пайка полипропиленовых труб выполнена правильно, срок службы системы водоснабжения или водоотведения многократно увеличивается.
- Специфика пайки труб из полипропилена
- Общее описание технологии
- Инструмент для монтажа полипропиленовых труб
- Паяльные машины для сварки труб
- Виды паяльников для полипропилена
- Критерии выбора сварочных аппаратов
- Как правильно паять полипропилен — инструкция
- Таблица пайки полипропиленовых труб
- Соединение труб пайкой с армированием
- Правила пайки ПП, позволяющие избежать ошибок
- Влияние ошибок на качество сварки
- Как спаять ПП трубы без паяльника
- Вывод и полезное видео о пайке полипропилена
Специфика пайки труб из полипропилена
Сварка полимерных изделий выполняется с использованием технологии, которая реализуется благодаря применению свойств материалов. Полипропилен отличается пластичностью. Однако такое свойство изделия из ПП приобретают при изменении температуры. Ее повышение до некоторого уровня способствует размягчению материала.
Остывание разогретого стыка трубы тоже происходит быстро. По этой причине время пайки/спайки сокращается. Если выполнять действия по соединению коммуникаций медленно, качество стыка снижается. В этом случае сложно обеспечить герметичность шва.




Сварка труб из полипропилена возможна благодаря свойствам этого материала. Температура плавления — от +149°С. Для пайки полипропилена используют паяльники. Они обеспечивают прогрев изделий из ПП до уровня +320°С, однако в домашних условиях применяется менее интенсивный режим работы (до +300°С).
Нельзя воздействовать на трубы ПП источником тепла, прогретым до критических температур. Также не рекомендуется слишком долго воздействовать на трубу паяльником. В таких условиях материал теряет свойства, изделия в результате сомнутся.
Общее описание технологии

Существует 2 метода фиксации коммуникаций:
- муфтовый;
- стыковой.
Первая из технологий сварки полипропиленовых труб своими руками для начинающих подходит больше, т. к. требует меньше сноровки. Работу можно выполнить, даже если ранее монтаж трубопровода таким способом не производился.
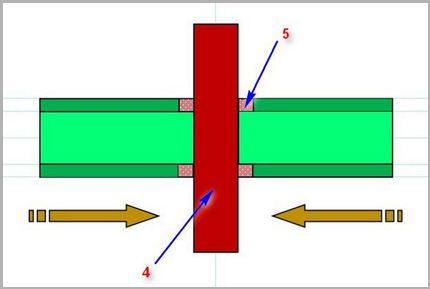
В основе муфтового метода — необходимость применения специальных соединительных элементов, которые полностью обхватывают торцевую часть коммуникаций. Внутри муфты находится соединительный шов 2 изделий. Для водопровода в бытовых условиях такой способ монтажа подходит больше.
Если нет возможности использовать фасонную деталь, можно сделать подобие ее. Для этого применяют прямолинейный участок коммуникаций, подрезают его. Учитывают, что в фитинг изделия заводятся с 2 сторон на некоторую глубину. Муфтовый метод применяется для стыковки коммуникаций диаметром до 63 мм.
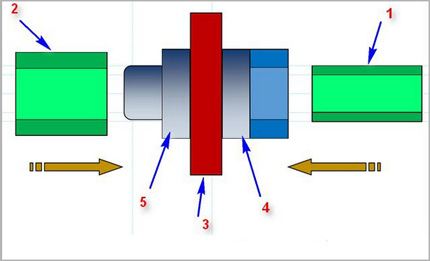
Прямой способ фиксации предполагает необходимость нагрева только торцевых участков труб. При этом не используют фитинг, шовное соединение ничем не закрывается. Такая технология применяется для сварки полипропиленовых труб большого диаметра, в быту используется редко.
Недостаток этого варианта заключается в сложности правильно расположить коммуникации в соответствии с осью. Даже небольшие отклонения в стороны могут привести к замедлению тока жидкости по трубопроводу. Для монтажа прямым методом дополнительно используют систему центровки.
Инструмент для монтажа полипропиленовых труб
| Фотография инструмента | Название |
|---|---|
 | сварочный аппарат, для работы в домашних условиях рекомендуется использовать агрегаты, предназначенные для сварки труб ПП небольшого и среднего диаметра - до 63 мм. |
 | Труборез - идеальное устройство для отсечения полипропилена. |
 | Шейвер - предназначен для удаления слоя армировки. |
 | Торцеватель нужен для качественной стыковки трубы |
 | Маркер для разметки труб. |
 | При помощи строительного уровня и карандаша нарисуйте на стене направление труб |
 | Рулетка - один из главных инструментов в стройке. |
 | Обезжириватель нужен для удаления нечистот с поверхностей сварочных стыков. |
Паяльник можно приобрести или взять в аренду. Не всегда под рукой имеется торцеватель или шейвер. Однако эти инструменты понадобятся для работы с армированными трубами. Так, шейвер предназначен для удаления армировки. Его ножи расположены параллельно оси трубы. Благодаря этому осуществляется удаление среднего слоя коммуникаций. Торцеватель используется для подготовки труб, удаления слоя армировки. Такой инструмент обрабатывает торец, дополнительно он создает фаску.
Когда изучается информация, как правильно паять полипропиленовые трубы, нужно учитывать, что сначала составляется схема разводки водопровода в квартире, частном доме. Это необходимо сделать для расчета количества материалов, определения точной длины коммуникаций.
Для выполнения разметки используются маркер и рулетка. Причем необходимо определить не только места резки изделий, но и участков, которые будут заводиться в насадки сварочного аппарата
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
- мечевидный паяльник;
- цилиндрический.
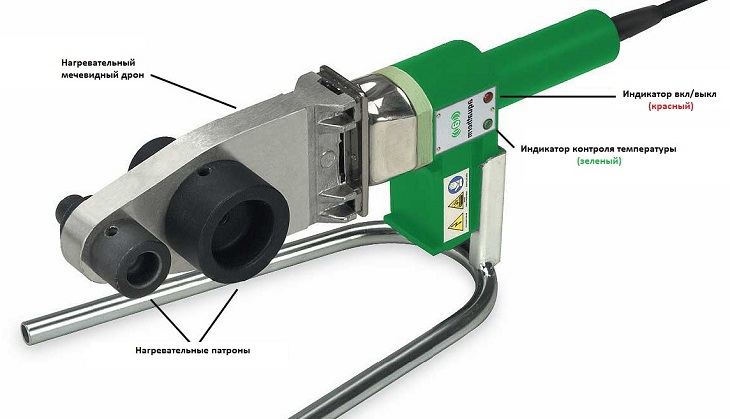



Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.
Нагрев изделий с помощью насадок должен осуществляться одновременно. Когда изучается вопрос, как варить полипропиленовые трубы, необходимо использовать аппараты, в комплект которых входят насадки с тефлоновым покрытием. Это позволяет избежать прилипания расплавленного материала к металлу.
Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
- Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
- Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать. Это важно, если нет опыта монтажных работ такого вида.
- Количество, тип и размер насадок. Определяют, какие изделия нужно паять. Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
- Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
Чешская техника выигрывает по данному критерию, погрешность таких паяльников минимальная. Однако в быту новичкам следует использовать российские или китайские модели, т. к. они стоят дешевле, хоть и отличаются существенной погрешностью, которая у некоторых моделей составляет 10°.
Как правильно паять полипропилен — инструкция
Нужно действовать последовательно, в этом случае вероятность того, что будет допущена ошибка, снижается.
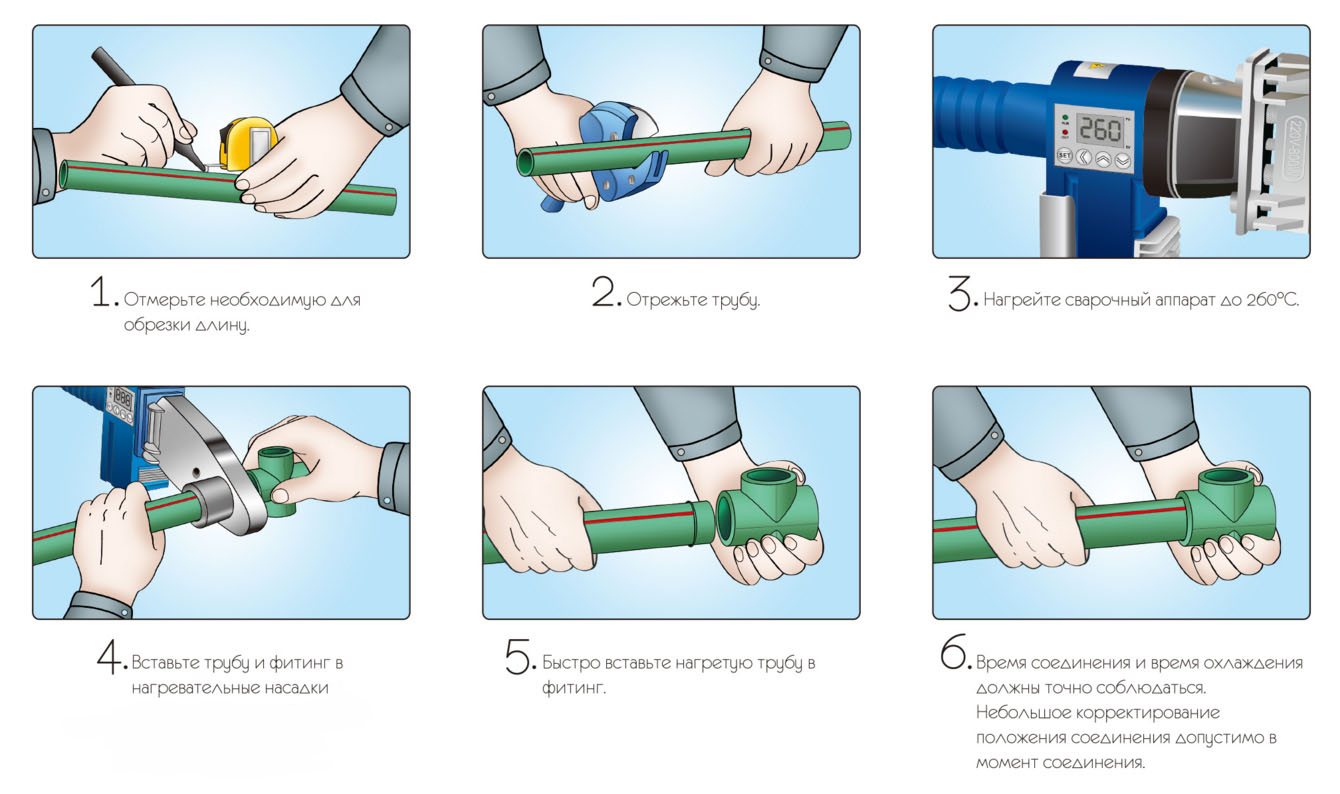
- Подготавливают помещение. Учитывая, что во время пайки высвобождаются токсичные вещества, следует обеспечить эффективную циркуляцию воздуха.
- После нарезки края коммуникаций обрабатывают торцевателем или фаскоснимателем. Делают фаски, это облегчает стыковку труб.
- Материалы обезжиривают: очищают от пыли, обрабатывают уайт-спиритом. Продолжать работу нужно, когда поверхность полностью высохнет.
- Включают паяльник, предварительно установив температуру на требуемый уровень (+260°С).
- Когда загорится зеленая лампочка на корпусе паяльника, можно переходить к пайке. В насадку-гильзу устанавливают трубу, на дорн — фитинг.
- Одновременно прогревают 2 элемента будущего трубопровода: фасонную деталь, трубу.
- Выждав время, указанное в таблице выше, трубу и фасонный элемент снимают с насадок и стыкуют друг с другом. При этом детали нужно удерживать неподвижно. Коммуникации стыкуют до предварительно нанесенной продольной линии. Малейшее смещение еще не застывшего полипропилена приведет к разрушению молекулярных связей. В дальнейшем это может стать причиной появления течи.
Таблица пайки полипропиленовых труб
| Диаметр труб, мм | Длина участка, который нагревается, мм | Длительность периода пайки, секунды | ||
| Выдержка трубы в насадке паяльника | При соединении участков трубопровода | При затвердевании полипропилена | ||
| 16 | 12 | 4-5 | 4 | 120 |
| 20 | 14 | 5 | ||
| 25 | 15 | 6-7 | 6 | |
| 32 | 16 | 8 | 240 | |
| 40 | 18 | 10-12 | ||
| 50 | 20 | 18 | ||
Время нагрева и выдержки ПП-труб при заданной температуре паяльника позволяет обеспечить высокое качество шовного соединения. Слабый нагрев не позволит размягчить коммуникации. Стыковать трубы при этом будет невозможно.
Соединение труб пайкой с армированием
Температура эксплуатации коммуникаций для холодного водоснабжения изменяется в пределах -10…+90°С. Под воздействием теплоносителя трубопровод изгибается, т. к. происходит интенсивное линейное расширение. Значит, для отопления нужно использовать трубы, которые отличаются более подходящими характеристиками.

Так, в условиях воздействия высоких температур применяют изделия, армированные стекловолокном или алюминием. Такие трубы представляют собой многослойные изделия: поверх полимерного изделия тонким слоем накладывается стекловолокно и закрывается слоем ПП. Преимущества:
- относительная стабильность линейного расширения, даже под воздействием высоких температур геометрия изделия изменяется незначительно;
- способность выдерживать давление до 10 атм, для сравнения, в многоквартирных домах коммуникации подвергаются менее интенсивному влиянию (6-8 атм);
- благодаря наличию слоя армировки увеличивается срок службы трубопровода;
- трубы с внутренним усилением проявляют устойчивость к воздействию высоких температур, при которых классический вариант коммуникаций начинает плавиться.
Технология пайки армированных труб не отличается от метода стыковки неармированных коммуникаций за единственным исключением: на подготовительном этапе торцы изделий нужно зачистить от усиливающего слоя, для чего применяют торцеватель, шейвер. После подготовки трубы обезжиривают, затем нагревают с помощью паяльника и соединяют.
Правила пайки ПП, позволяющие избежать ошибок
- Диаметр трубы из полипропилена подбираются по таблице размеров;
- перед работой подготавливают все необходимое, т. к. сварка выполняется быстро, времени на подготовку в процессе монтажа не будет, паяльник включают, когда коммуникации уже нарезаны;
- сварочный аппарат должен быть надежно зафиксирован на горизонтальной поверхности, от этого будет зависеть качество шва, такие агрегаты оснащаются специальными подставками, но некоторые модели устанавливаются непрочно, поэтому требуется дополнительно закрепить их;
- температура плавления полипропилена намного меньше значения, которое задается в настройках сварочного аппарата, такая разница обусловлена необходимостью быстро размягчить трубу, достаточной считается температура +260°С;
- не следует изменять температурный режим при использовании более крупных изделий, когда выполняется пайка ПП-труб, температура нагрева не изменяется при увеличении диаметра коммуникаций, из таблицы выше можно узнать, что размеры изделий лишь определяют продолжительность нагрева материала;
- нужно ориентироваться по индикации: красная лампочка свидетельствует о том, что включился нагревательный элемент, зеленая — обозначает, что достигнуто заданное значение температуры;
- часто пользователи пропускают этап обезжиривания материала, однако наличие пыли, капель воды на участке среза может стать причиной ослабления шва, т. к. при этом структура материала становится более пористой;
- когда выполняется монтаж трубопровода сложной конфигурации, нужно соединять трубы под разными углами, их также поворачивают относительно друг друга; чтобы не нарушить соосность изделий, рекомендуется сначала определить точное положение коммуникаций, затем выполняется их предварительный монтаж (без использования паяльника), на этом этапе нужно провести разметочную полосу по осевой линии через 2 соединяемые детали.
Следует учитывать, что тонкостенные трубы прогреваются быстрее. Значит, период работы паяльника сокращается в 2 раза. Если изучается вопрос, при какой температуре паять такие трубы, нужно помнить о том, что значение этого параметра не зависит от габаритов изделия. Тонкостенные коммуникации соединяют между собой при таком же температурном режиме, что и толстостенные.
Влияние ошибок на качество сварки
Наиболее часто встречающиеся нарушения технологического процесса пайки:
- не выполняется обезжиривание поверхностей, в результате снижается качество шовного соединения;
- угол среза трубы и фитинга не соответствует 90°;
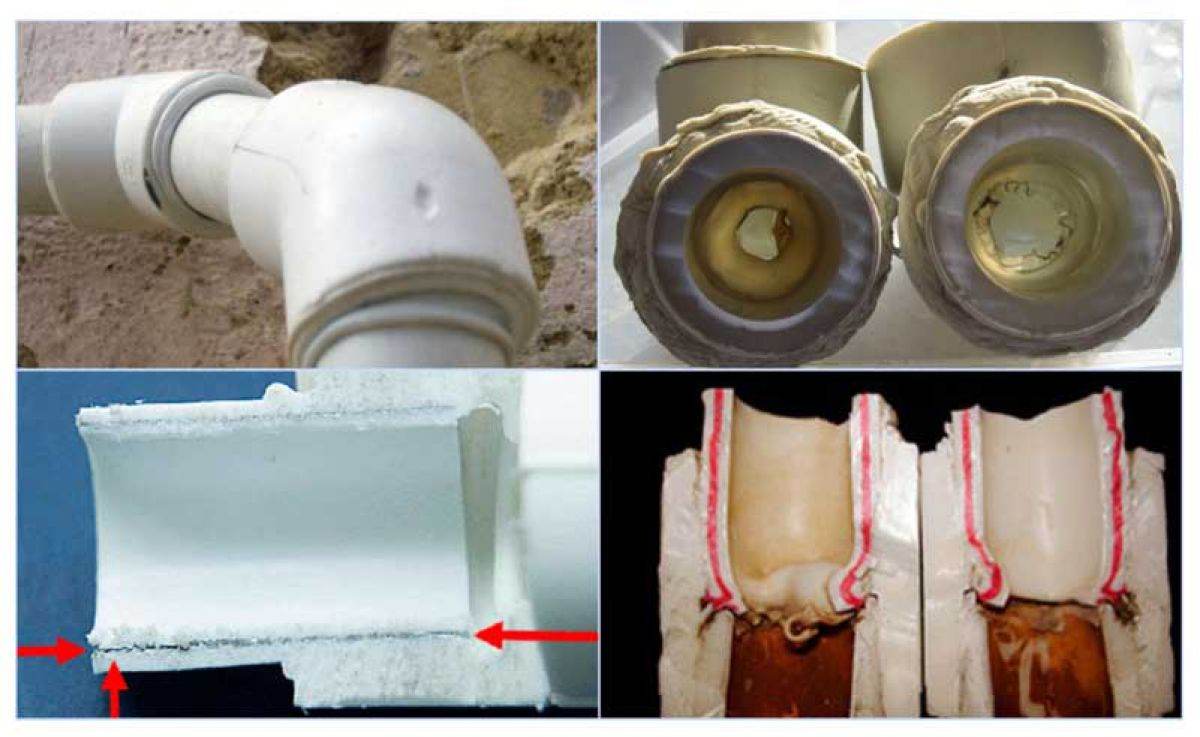
- недостаточное углубление трубы в фитинг или, наоборот, коммуникации заводят в фасонный элемент до упора, в результате внутри образуется крупный шов, который затрудняет ток жидкости;
- нарушение технологии прогрева: трубы находились на насадках слишком мало или, наоборот, много времени, в обоих случаях качество шовного соединения будет низким;
- при соединении армированных труб слой усиления на торцевом участке был удален не полностью, в результате этот материал будет препятствовать расплавлению полипропилена, такой шов будет непрочным, или его вовсе не получится выполнить;
- после стыковки положение деталей корректировалось, что привело к снижению надежности шва; чтобы избежать таких последствий, следует выдержать время после соединения трубы и фитинга, обеспечив неподвижность деталей.
Как спаять ПП трубы без паяльника
Когда рассматриваются методы, как сварить полипропиленовые трубы, не всегда есть возможность использовать специальный паяльник. В этом случае выбирают другие варианты, среди них:
- газовая горелка;
- компрессионная муфта;
- холодная сварка.

Если применяется горелка, не получится равномерно прогреть полипропилен. В результате шовное соединение будет выглядеть неаккуратно, в этом случае надежность шва снижается. Со временем на данном участке может появиться течь. Использовать такой метод можно в крайнем случае и только при монтаже систем холодного водоснабжения.

Компрессионная муфта обеспечивает надежное соединение коммуникаций, используется в качестве полноценной замены сварочного аппарата. Однако стоимость такого элемента высокая. В результате расходы увеличатся, т. к. для разводки труб по всему помещению понадобится большое количество компрессионных фитингов.

Метод холодной сварки тоже эффективен. В данном случае применяют двухкомпонентный эпоксидный состав. Такой материал позволяет получить надежное соединение без специального оборудования.
Для фиксации коммуникаций нужно нанести клеящее вещество на очищенные и обезжиренные поверхности изделий. Затем трубу и фитинг стыкуют, плотно удерживая. Клей схватывается в течение 10 минут. На его полное отвердевание уходит 1 час. Данный вариант можно применять только при монтаже системы холодного водоснабжения.
Вывод и полезное видео о пайке полипропилена
Когда выполняется пайка полипропиленовых коммуникаций, нужно правильно подготовить материал (производится его разметка, нарезка), инструмент. Работы выполняют последовательно. Например, если пропустить этап обезжиривания, шов будет недостаточно надежным.
Видео инструкция по пайке полипропиленовых труб:
Важно выполнять правила нагрева и стыковки труб, в противном случае после ввода трубопровода в эксплуатацию может возникнуть необходимость в его ремонте. О тонкостях пайки можно узнать из видео.




Купить полипропиленовые трубы в наше время не проблема. Считаю, что отличие по качеству у всех фирм не значительные. Есть свои плюсы и минусы. Что не мало важно, нужно правильно смонтировать. Но и тут вопрос кажется решаемый. Если выбирать: полипропиленовую или металлическую, то выбор очевиден, метал ушёл в прошлое. Неужели его ещё кто то ставит?
Кстати, Ваш сайт очень поучителен, многое что вычитал и просмотрел и взял себе на заметку!!! Спасибо.
Спасибо!
10 лет делаю на 300 градусов все отлично получаеться, это у тебя походу руки из жопы ростут
Вы проверяли температуру своего паяльника? Шкала на регуляторе и истинная температура могут отличаться!